Home
> Our Clients > Case
Studies > Columbia Aircraft Company
COLUMBIA AIRCRAFT COMPANY -
DEMAND PULL SYSTEM SOLUTIONS By Mark
Hoffman
I love spending time on the production floor. Although some say
I am the stereotypical engineer, I find one of my comfort zones
is being around people who get things done. When I have the opportunity
to visit production areas, I like to talk to these people and learn
what’s really going on; I have learned a lot through the years.
A question I ask frequently is, “What is preventing you
from doing your job?” The answer I hear second most is “Part
shortages.” The most common answer: “#&%* part shortages!”
Unplanned Part Shortages Limit Capacity
 At
Columbia Aircraft Company in Bend, Oregon these words were spoken
often. Columbia Aircraft produces a beautiful 4-seat, single-engine
certified aircraft. (Their website, www.flycolumbia.com, has more
pictures of these gorgeous airplanes.) At
Columbia Aircraft Company in Bend, Oregon these words were spoken
often. Columbia Aircraft produces a beautiful 4-seat, single-engine
certified aircraft. (Their website, www.flycolumbia.com, has more
pictures of these gorgeous airplanes.)
When TCA first began working with Columbia,
customers had to sit on a waiting list for nearly 2 years before
they could take delivery of a new plane. Although the company sold
every plane it could make, management knew sales were well below
their full potential and felt Columbia Aircraft was losing customers
because of the long wait.
The Process
The plant in Bend fabricates and assembles body and structural
components and does final aircraft assembly. Additional components
and subassemblies are sourced from vendors and other Columbia Aircraft
facilities. Regulated by the FAA, these composite body aircraft
have a painstakingly defined production process; major steps in
include:
• Layup (fiberglass and resin worked into a full-scale
mold)
• Bonding
• Painting
• Sub-Assembly
• Upholstery
• Avionics
• Final Assembly
• Flight Test
Finding the Problem
Columbia Aircraft asked TCA to help increase production run rates
(output) by creating a Lean Manufacturing Facility Layout in the
Bend plant. In collaboration with Columbia Aircraft's own personnel,
we created a design and implementation team involving people from
Purchasing, Materials & Inventory Control, Production Control,
Fabrication, and Assembly. The team’s first step was to look
at production capacity at each stage of the process. We discovered
adequate machine capacity was available in each stage.
As you might suspect, one of the major issues was fabricated material
shortages. Fabrication just did not know when to make the needed
upstream part. To add to the problem, a newly implemented ERP system
was suspect – plant personnel did not trust it to build accurate
schedules for the entire plant.
Demand-Pull System Solution
This situation was perfect for design and implementation of a
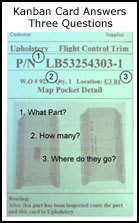
Demand-Pull System that could answer these questions:
• Which part to make?
• How many are needed?
• Where should they be delivered?
• When are the parts needed?
• What is my priority?
Kanban Approach
Early on, we decided to employ Kanban techniques to implement
the Demand-Pull System:
 •
Kanban cards function as a replenishment trigger
that communicates consumption of parts to upstream operations.
While Kanban cards do have disadvantages (they can be lost), they’re
an easy way of knowing exactly what quantity of which part to
make when. •
Kanban cards function as a replenishment trigger
that communicates consumption of parts to upstream operations.
While Kanban cards do have disadvantages (they can be lost), they’re
an easy way of knowing exactly what quantity of which part to
make when.
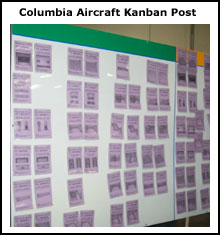
• Kanban posts are placed in each fabrication
cell and assembly area. Kanban cards are added to the post as
new requirements are received, then removed from the post as work
is completed. The Kanban post answers the 2 remaining questions
required for the Demand- Pull System: When are the parts needed?
What is my priority? Each Kanban post is a visual representation
of the current schedule for its production cell or area.
Kanban Post Scheduling Board
 Each
Kanban post was divided into 3 zones – green, yellow, and
red; 2 rules govern how cards are placed on the board: Each
Kanban post was divided into 3 zones – green, yellow, and
red; 2 rules govern how cards are placed on the board:
- Depending on the urgency of the customer location’s need
for the part, the card is placed in any of the 3 zones; those
in the red or yellow zone take priority and are fabricated first.
- First-in first-out (FIFO) principles apply to cards in each
zone. Parts are fabricated in order, starting with the oldest
card on the board.
We used the “water strider” principle to deliver completed
parts (with a Kanban card) to the customer Kanban inventory location.
A water-strider is a material handler whose sole responsibility
is moving Kanban material and cards. The water strider also collects
Kanban cards from the customer Kanban inventory location and returns
them to the supplier cell’s Kanban post.
Kanban Cards
Just a few notes about the Kanban cards:
- • A magnetic strip on the cards and a steel Kanban post
board created an easy, clean method for placing the cards on the
post
- • The cards were about ¼ page size – not
too large, not too small
• Cards were laminated for durability
• All required information was placed on each card (part
number, supplier, customer, quantity/card, Kanban inventory location,
etc.) along with a picture of the part on the card – a very
useful addition
• Columbia Aircraft instituted a weekly Kanban card inventory
procedure to be sure cards weren’t lost.
The Kanban locations were sized correctly to allow comfortable
replenishment times and to accommodate any customer service
or rework demands. In our case, the run rate was 1 aircraft/day.
The team decided to use a min/max replenishment strategy –
with a min of 2 and a max of 5 for most production parts.
Results and Lessons
Before the Kanban Demand-Pull System was implemented, fabricated
part shortages were a daily occurrence. Now after several months
of operation, the system has made a fabricated part shortage rare.
And we learned it’s important to:
- • Keep up daily maintenance; the water strider was required
to maintain the system—making certain every part had a card
and cards were placed in the right Kanban post location with Kanban
inventory locations “perfect” in organization
• Move the cards and materials often; we found 4 times a
day worked well
• Develop a system to check on card loss (frequent inventory)
• Get the right information on the Kanban card
• Let the supplier cell/work station manage the Kanban post—and
do the red zone first
• Train, train, train frequently; once is not enough because
new people come on board, people change and people forget…train,
train, train.
Contact Us for a Free Assessment!
|
